-

重庆德宝仪器仪表有限公司
主营:重庆直读光谱仪,重庆CCD光谱,CS分析仪 - 18426435828

重庆德宝仪器仪表有限公司
主营:重庆直读光谱仪,重庆CCD光谱,CS分析仪 11
11
一、概述:
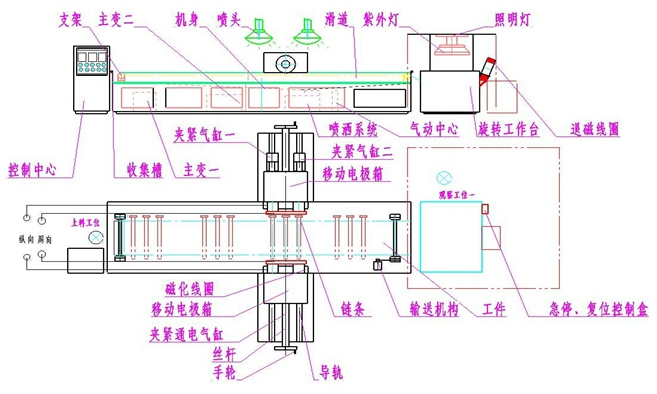
CDG-2000型半自动荧光磁粉探伤机主要用于螺栓及小型轴棒类工件的表面及近表面缺陷的检测。
二、设备组成:
磁化电源 一套(周向3套、纵向一套)
磁悬液喷洒系统 一套
夹持机构 一套
输送机构 一套
控制系统 一套(欧姆龙PLC)
暗室系统 一套
紫外灯系统 一套
退磁机 一台
旋转观察台 一台
三、探伤工件:
检测工件:螺栓、螺帽及小型轴棒类工件
检测要求:检查工件表面和近表面因铸造、锻造、机加工和疲劳而引起的裂痕等细微缺陷。
四、设备能力:
运转时间:大于500小时/月。
节拍:8小时不少于7000只。(观察因素除外)
五、本机设计标准:
JB/T8290—1998《磁粉探伤机》
六、主要技术指标
周向磁化电流:交流(AC)0—2000A连续可调,带断电相位控制(无漏检)。
纵向磁化磁势:交流(AC)0—16000AT连续可调,带断电相位控制(无漏检)。
电极间距:100—500mm。
磁化原理:通电、磁轭法。
磁化方式:周向磁化2只工件分别通电(带工件通电时不通电声光报警系统)、纵向磁化、复合磁化三种可灵活选用。
使用环境:—10℃—+40℃,相对湿度≤80%。
贮存环境:温度—20℃—60℃,相对湿度≤70%。无腐蚀性气体粉尘和强力高频电磁污染。
紫外线强度:距工件380mm处紫外线强度不少于1000μW/cm2。
灵敏度测试:按*人民共和国机械行业标准JB/T6065—92《磁粉探伤用标准试片》规定,以标准2号A型试片测试,显示清晰。
电源:三相四线,380V±10%,50HZ,约100A。
工件输送:用链条与V型工件支承机构组合,减速机作动力输送。
夹紧方式:气动夹紧,气压0.4—0.8Mpa可调;
检查面:工件全部表面的裂纹等缺陷。